Multilink Stagebox mit 48 Kanälen, 2 × RMP Multipin M, Einzelmassebelegung und rückseitigen 25-poligen D-Sub (Bild: Udo Klinkhammer)
Klotz AIS lud vom 13. – 14. 7. 2016 zu einem Händler-Meeting am Produktionsstandort Vilchband/Wittighausen ein: An diesen beiden Tagen sollten die Händler einen Einblick erhalten, welche Logistik hinter der Herstellung von Kabeln steckt, wie viel Know-how erforderlich ist und letztlich, wie die Fertigung bei dem nach ISO 9001 zertifizierten Unternehmen vonstatten geht.
Vilchband/Wittighausen? Nie gehört. Gottseidank hat so ein Navi im PKW bessere Kenntnisse und die Frage entsteht, warum die Firma Klotz AIS sich für einen Produktionsstandort weit von der Zentrale in Vatterstetten/München entschieden hat? Ganz einfach: Nicht nur Gerätschaften der Veranstaltungstechnik brauchen Platz, auch so „einfache Bedarfsgüter“ wie Kabel – schließlich hält man bei Klotz immer einen Vorrat von ca. zwei Millionen Meter Kabel vor. Nebenbei befinden sich einige Zulieferer in der Nähe und somit können nicht nur Transportkosten gespart werden; ein entsprechendes Areal in oder bei München wäre wohl erheblich teurer. Außerdem hat so ein verlassenes Schulgebäude als Produktionsstätte seinen ganz besonderen Charme. Und das dazugehörende große Grundstück lässt neben den schon errichteten Hallen weitere Expansionen zu.
Anzeige
Klotz-Werksführung
Unter der Leitung von René Greil, seines Zeichens verantwortlich für Product Management MI + Artist Relations, begann das Meeting mit einer Werksführung. Um aufzuzeigen, welche Logistik ein Auftrag erfordert, begann das Ganze in der Auftragsabteilung. Neben dem Standardprozedere erhält der Auftrag einen Barcode, der Angaben darüber welches Kabel, welche Länge, Stecker, Stückzahl usw. enthält. Dass die Mitarbeiter wissen, wie z. B. Stecker XY verschaltet und montiert wird sowie die entsprechende Maße der Abisolierungen sind, ist u. a. die Aufgabe einer weiteren Abteilung.
Ist der Barcode erstellt, wird er auf eine Rollkiste geklebt und an jene Stelle gefahren, wo die Ablängmaschine steht. Mit dem entsprechenden Material bestückt, gelangt das Kabel über ein Rollensystem, das Längen oder anderen Stress verhindert, in die computergesteuerte Maschine – die abgelängten Teile werden automatisch sauber aufgewickelt, von der Mitarbeiterin mit einem Gummiband fixiert und gelangen dann in besagte Rollkiste.
Umlenkrollensystem um das Kabel an dieser Ablängmaschine vor mechanischem Stress zu schützen (Bild: Udo Klinkhammer)
Weiter geht es zu einer Art Mini-Paternoster, der sämtliche Stecker, Pins, Tüllen usw. in Materialkisten beherbergt. Das Scannen des Barcodes auf der Rollkiste zeigt auf dem Display, welche Bauteile vonnöten sind. Der „Paternoster“ stellt nach Übermittelung dieser Liste die entsprechenden Behältnisse zur Entnahme der Bauteile zusammen. Auch jene wandern dann komplett in besagte Rollkiste samt Verpackung, z. B. Blister.
Nach der Bereitstellung der Materialien geht es nun in die eigentliche Produktion. Besonderen Beifall erhielt dabei eine Abisoliermaschine, und so mancher der Anwesenden hätte wohl zu gerne eine für den eigenen Bedarf. Als René Greil kurz auf den Preis hinwies, verstummte alles Interesse ganz schnell. Löten oder Crimpen, das ist hier die Frage. Klotz AIS bietet beides an, was letztlich besser ist … Nachlöten kann im Fall des Falles wichtig sein, allerdings scheint Crimpen gewisse Vorteile zu haben, das muss jeder Kunde für sich selbst entscheiden.
Vorher, nachher. Wer würde so eine Abisoliermaschine nicht gerne sein eigen nennen? (Bild: Udo Klinkhammer)
Multicore
Trotz allen Unkens, es gibt noch genügend analoges Equipment in der Veranstaltungstechnik, weshalb Klotz nach wie vor die dicken Kupferschlangen anbietet. Auf den Fotos sieht man eine etwas größere Variante, die optional mit einem Übertragereinschub ausgestattet sein kann. Hier ist hilfreich, dass Klotz nicht nur über Maschinen zur Metallbearbeitung für Abkantungen und Fräsungen verfügt, sondern auch Beschriftungen per Lasergravur vornehmen kann. Dabei ist es egal, ob die Schriften lediglich Kanalnummern auf Stageboxen sind oder z. B. der Firmenname des Kunden auf den Klotz-XLRs prangen soll.
Besonderes Augenmerk gilt der Endkontrolle, laut Klotz werden alle (!) Kabel, egal welchen Typs, vor dem Versand auf eventuelle Fehler geprüft. Wenn das Messsystem ein „gut“ anzeigt, bestens. Um uns zu zeigen, welche Auswirkung ein Umstecken zweier Kanäle am Multicore bewirkt, vertauschte man die Kanäle 1 und 2. Auf dem Display erscheint „schlecht“ und darüber hinaus eine genaue Fehlerdiagnose.
Die Kontrolle vor dem Verpacken erfolgt bei jedem produzierten Kabeltyp (Bild: Udo Klinkhammer)
Lichtwellenleiter – das Labor
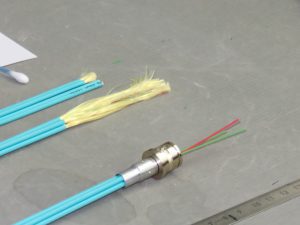
Jörg Pscherer und Elena Levcenko demonstrierten einzelne Herstellungsabschnitte im Bereich LWL. Während man bei jedem analogen Kabel gute Qualität erwartet, ist dies bei der Herstellung von LWL zwar ebenso selbstverständlich, allerdings zu wenig. Eine winzige Schliere nach der Politur sorgt hier schon für Verdruss in Form einer erhöhten Dämpfung. In der Praxis bedeutet dies schlechtere Signalqualität bis zum „da kommt nix an“. Deshalb erläuterte Jörg Pscherer das Mess- und Kontrollsystem. Durch die enorme optische Vergrößerung von Faser und Ferrule lassen sich winzigste Ungenauigkeiten erkennen und im Falle des Falles muss das Ganze dann zur Nachpolitur und einem weiteren Prüflauf.
Lichtwellenleiter vor der Weiterverarbeitung (Bild: Udo Klinkhammer)Handarbeit bei Verklebung der Ferrulen (Bild: Udo Klinkhammer)Die Poliermaschine wird mit Schleifscheiben im µ-Bereich bestückt, die leider nur wenige Polierzyklen zu nutzen sind (Bild: Udo Klinkhammer)Mess- und Kontrollsystem Durch die vielfache Vergrößerung werden selbst winzigste Ungenauigkeiten des Poliervorgangs sichtbar (Bild: Udo Klinkhammer)
Gerade Verschmutzungen sind der Feind aller Glasfaserverbindungen, deshalb wird der SmartBeam-Linsenstecker immer beliebter. Neben einigen weiteren Vorteilen kann vor allem die Faser nicht beschädigt werden, da sie durch die Linse geschützt ist; die Reinigung gestaltet sich wesentlich einfacher. Der Stecker besitzt Schutzklasse IP 67 im gesteckten als auch im ungesteckten Zustand und es sind weder Service-Intervalle noch Nachpolieren erforderlich. Eine eindrucksvolle Demonstration dieser komplizierten Signalleitungen, die u. a. erklärte, warum diese LWL nicht gerade zu den günstigen Verbindungen zwischen A und B gehören.
Der SmartBeam Linsenstecker wird wegen seiner robusten Bauform und Zuverlässigkeit immer beliebter (Bild: Udo Klinkhammer)
Hörtest diverser Instrumentenkabel
Kabel hat man, und die klingen nicht! Wirklich? Um dies zu widerlegen, wurde ein Instrumentenkabel-Hörtest veranstaltet. Gert Schlüter, Außendienst Nord im Klotz-Team, spielte dazu die Gitarre. Um wirklich vergleichen zu können, wurde der Arme dazu aufgefordert, immer nur ein und denselben Akkord zu spielen. Das Kabel von der Gitarre führte in zwei Looper der Fa. Lehle, von da aus zum Verstärker. Per Looper konnte somit der Direktsound oder der „beeinflussende“ des eingeschleiften Kabels gewählt werden. Neben den verschiedenen Klotz-Typen, nebst Signature-Versionen, kamen noch einige bekannte und im ähnlichen Preisgefüge angesiedelte Instrumentenkabel zum Einsatz. Fazit bei der Gitarrenverkabelung: Und es klingt doch! Einen eindeutigen Hörtestsieger gab es zwar, aber … Nicht immer ist das Bessere auch das Perfekte – es kommt immer auf die Kombination des Instrumenten-Equipments an.
Vollsortiment
Selbstverständlich stellt Klotz AIS Cat-Kabel her. Die große Herausforderung ist hier, dass das Kabel für die Veranstaltungstechnik eine gewisse Biegefähigkeit haben muss, um trommelbar zu sein. Das geht mit den aus der IT bekannten Kabeln mit starren Innenleitern natürlich überhaupt nicht. Zu Mikrofonkabeln werden das bewährte MY206, MC2000, MC5000 (Leitungsquerschnitt 0,50 mm2) und die Highend-Version Titanium StarQuad (4× 0,34 mm2) verarbeitet. Um jetzt alles aufzuführen, was Klotz AIS im Portfolio hat, fehlt es an dieser Stelle an Platz, nur so viel: ob ein Netzkabel gesucht, irgendeine Verbindung für Unterhaltungselektronik oder Smartphone, Datenkabel, MIDI, USB, DMX usw. – Klotz hat es bestimmt im Sortiment.
Apropos Smartphone: Die verwendeten 3,5-mm-Klinkenstecker passen nicht in die Kopfhörerbuchse, wenn z. B. das iPhone von einem Bumper geschützt ist. Dieser Umstand wird jetzt geändert, der Stecker erhält eine verjüngte Tülle. Wie man erkennt, kümmern sich die Mitarbeiter bei Klotz AIS nicht nur um die Verbesserungen hochpreisiger Produkte, sondern haben auch ein Auge für „Kleinigkeiten“.
Fazit
Interessante Veranstaltung zu einem Bedarfsmittel, dem man manchmal einfach zu wenig Aufmerksamkeit schenkt. Produkte aus dem Hause Klotz AIS sind jedenfalls nicht nur in Deutschland beliebt, davon zeugten versandfertige Paletten in einem der Lager, die ihre Empfänger in Australien, Singapur usw. haben. Made in Germany eben …